Hidrolik silindirlerin önemi, karmaşık tasarım ve üretim süreçlerini kapsamak için işlevlerinin ötesine uzanır. Bu kapsamlı kılavuz, bu bileşenlerin temel yapısından karmaşık üretim prosedürlerine kadar her şeyi kapsayan hidrolik silindir üretimi dünyasını araştırıyor. Hidrolik silindirlerin üretiminde yer alan karmaşıklıkları ve incelikleri vurgulamayı, modern endüstride önemli rollerinin ve bu alandaki sürekli teknolojik gelişmelerin altını çizmeyi amaçlamaktadır.
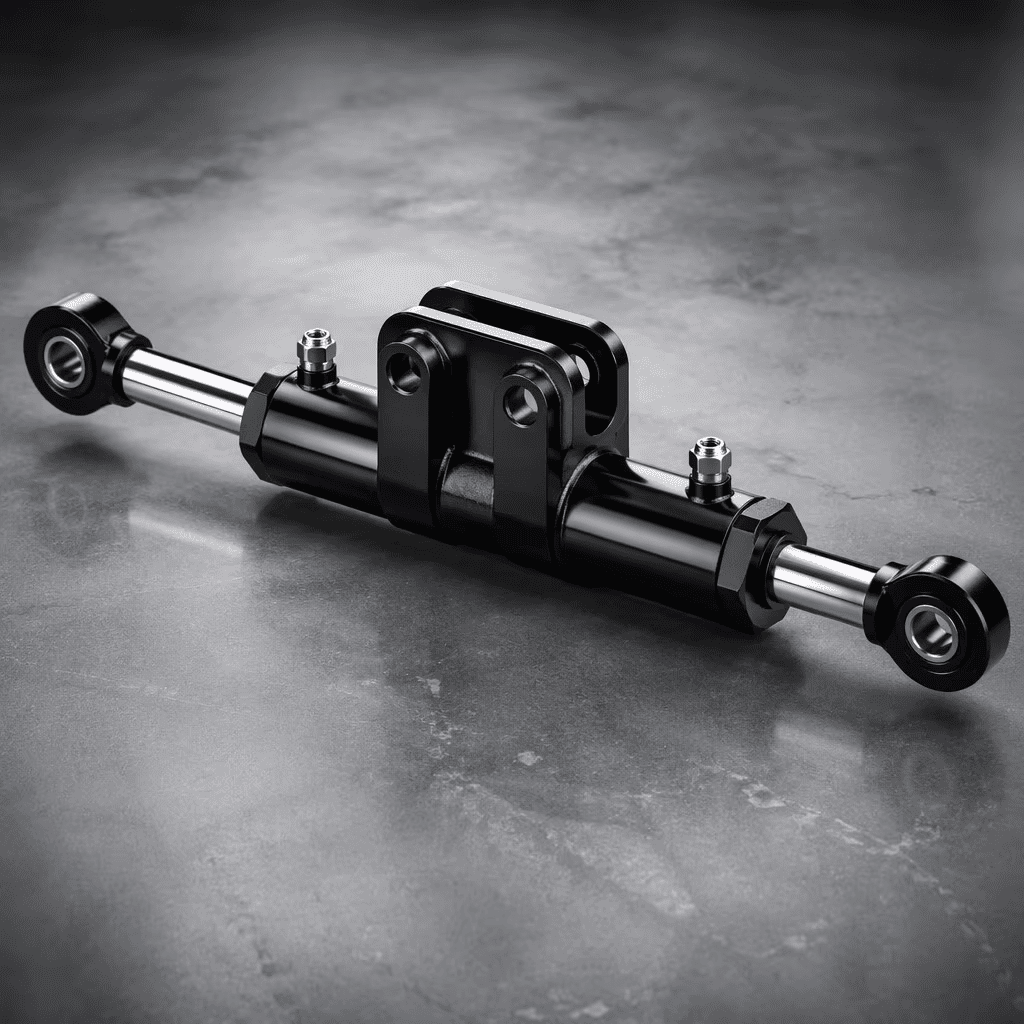
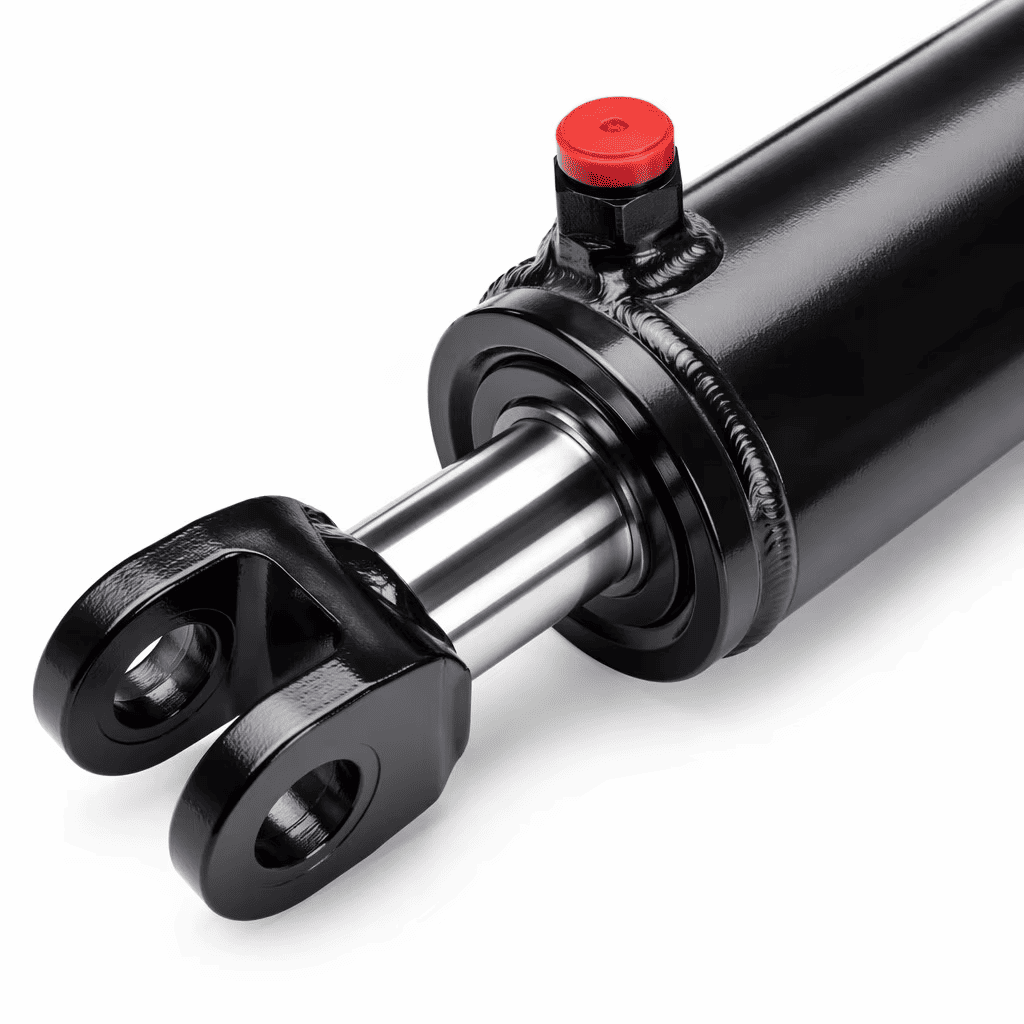
Hidrolik silindir üretiminin karmaşıklığını tam olarak takdir etmek için, önce anatomisini anlamak esastır. Bir hidrolik silindir, her biri çalışmasında kritik bir işlev sağlayan birkaç anahtar parçadan oluşur. Bu ana bileşenler arasında namlu, piston, piston çubuğu, baş, taban ve contalar bulunur. Namlu, piston ve piston çubuğunu barındıran silindirin gövdesi olarak hareket eder. Hidrolik sıvının uyguladığı iç basıncın dayanması sağlam ve dayanıklı olmalıdır. Namlunun içinde, piston ileri geri hareket ederek silindirin iki tarafını bölüyor. Pistondan silindirin başından uzanan piston çubuğu, pistonun doğrusal hareketini kullanılabilir çalışmaya dönüştürür. Baş ve taban, hidrolik sıvıyı içeren ve piston çubuğunu destekleyen namlunun uçlarını kapatır. Bu bileşenler için malzeme seçimi çok önemlidir ve silindirin spesifik uygulamasına göre değişir. Örneğin, pas ve bozulmaya karşı direnci nedeniyle aşındırıcı ortamlardaki uygulamalar için paslanmaz çelik seçilebilir.
Yüksek sıcaklık uygulamalarında, termal genişleme ve strese dayanabilen malzemeler seçilir.
Tasarım hususları aynı zamanda hidrolik silindir üretiminin hayati bir yönüdür. Yük, inme uzunluğu, çalışma basıncı ve sıcaklık koşulları gibi faktörler silindirin tasarımını belirler. Örneğin, bir hidrolik presde kullanılmak üzere tasarlanmış bir silindir, havacılık uygulamalarında kullanılana kıyasla farklı özelliklere sahip olacaktır. Mühendisler ayrıca montaj stili ve kullanılacak hidrolik sıvı tipi gibi yönleri de dikkate almalıdır, bu da hepsi silindirin son tasarımını ve performansını etkiler.
Hidrolik silindir üretiminin merkezinde, fikirlerin ve gereksinimlerin beton bir plana çevrildiği tasarım aşamasıdır. Bu temel işlem, hidrolik silindirin amaçlanan uygulamasının kapsamlı bir analiziyle başlar. Mühendisler, silindirin yük kapasitesi, boyutu, çalışma basıncı ve karşılaşacağı belirli çevre koşulları gibi çeşitli faktörleri değerlendirir. Örneğin, yüksek sıcaklıklı bir ortam için tasarlanmış bir silindir, sualtı kullanımı için tasarlanandan farklı malzemeler gerektirebilir.
Bu aşamada, gelişmiş tasarım yazılımı önemli bir rol oynar. Bu araçlar, tasarımcıların farklı konfigürasyonları denemelerine, stres noktalarını tanımlamalarına ve tasarımı hem performans hem de maliyet verimliliği için optimize etmelerini sağlar. Bu aşamada hassasiyet anahtardır, çünkü küçük yanlış hesaplamalar bile silindirin işlevselliğini önemli ölçüde etkileyebilir.
Hidrolik silindir için sağlam bir tasarım kurulduktan sonra, odak noktası malzeme tedarik aşamasına geçer. Bu aşama, özelliklerine ve uygulamanın özel gereksinimlerine dayanan titiz bir malzeme seçimini içerir.
1. Namlu için metalin seçilmesi:
Hidrolik silindirin namlesi, iç basınçlara dayanabilmeli ve zamanla aşınmaya direnebilmelidir. Yaygın olarak kullanılan malzemeler, mukavemetleri ve dayanıklılıkları için seçilen çelik ve paslanmaz çelik içerir. Ağırlığın kritik bir faktör olduğu bazı uygulamalarda, hafif doğası için alüminyum seçilebilir.
2. pistonlar için doğru metali öğrenmek:
Pistonların sağlam olması ve şekillerini değişen baskılar altında koruyabilmesi gerekir. Karbon çeliği ve dökme demir gibi malzemeler, kuvvetleri ve deformasyona karşı dirençleri nedeniyle popüler seçimlerdir.
3. Piston Çubuk Malzeme Seçimi:
Dış ortamlara maruz kalan piston çubuğu, bükülme ve korozyona karşı yüksek direnç gerektirir. Yüksek mukavemetli çelik, bazen korozyon direncini ve yüzey sertliğini arttırmak için krom kaplama veya diğer yüzey tedavileri ile kullanılır.
4. Kalite Contaları ve Diğer Bileşenleri Kaydetme:
Ana metal bileşenlere ek olarak, kaliteli contalar (o-ringler ve contalar gibi) tedarik etmek de aynı derecede önemlidir. Bu contalar, kullanımdaki hidrolik sıvı ile uyumlu olmalı ve çalışma basınçlarına ve sıcaklıklara dayanabilmelidir.
5. Çevresel ve uygulamaya özgü faktörleri göz önünde bulundurmak:
Yüksek nem veya aşındırıcı koşullarla karakterize edilen ortamlarda, korozyon direncini geliştiren malzemeler gereklidir. Benzer şekilde, yüksek sıcaklıkları içeren uygulamalar için, termal genişlemeye dayanabilen malzemeler seçilir.
Kaliteli malzemelerin tedarikinden sonra, hidrolik silindir üretiminde bir sonraki kritik aşama işleme ve montaj işlemidir. Bu faz, kaynaklı malzemeleri hassas ve gelişmiş işleme tekniklerini kullanarak bir hidrolik silindirin temel bileşenlerine dönüştürür.
1. Hammaddelerin Kesinti
Hidrolik silindirlerin fiziksel üretiminde ilk adım hammaddelerin kesilmesidir. Bu temel aşama, tüm üretim sürecinin kalitesi ve hassasiyetinin tonunu belirler.
Tasarım Tasarım spesifikasyonlarına ilişkin kesme: Hammaddeler, tipik olarak çeşitli çelik veya diğer metal dereceleri, ayrıntılı tasarım özelliklerine göre belirli şekiller ve boyutlar halinde kesilir. Doğruluk ve tutarlılığı sağlamak için CNC makineleri, lazer kesiciler veya su jeti kesme sistemleri gibi yüksek hassasiyetli kesme aletleri ve makine kullanılır.
Bileşen Bileşenlerin uyumluluğunu karşılamak: Kesme hassasiyeti sadece boyutlara bağlı kalmak değildir; Hidrolik silindiri oluşturmak için monte edilecek çeşitli bileşenlerin uyumluluğunu sağlamak için de çok önemlidir. Doğru kesme, silindir namlu, piston ve piston çubuğu gibi parçaların, silindirin verimli çalışması için gerekli olan sorunsuz bir şekilde birbirine uymasını sağlar.
Malzemeli Kullanım ve Atık Minimizasyonu: Bu aşamada, malzemelerin verimli kullanımı atıkları en aza indirmek için düşünülür. Her malzeme partisinden verimi en üst düzeye çıkarmak için gelişmiş kesme teknikleri ve dikkatli planlama kullanılır.
Daha fazla işlem için hazırlık: Kesme malzemeleri daha sonra işleme, kaynak ve montaj gibi sonraki işlemler için hazırlanır. Bu hazırlık, tanımlama için temizleme, yıkım ve işaretleme içerebilir.
2.
Hidrolik silindir üretim sürecindeki bu adım, spesifik bileşenlerin, özellikle piston çubuklarının dayanıklılığını ve işlevselliğini arttırmayı amaçlamaktadır.
Krome Kaplama: Krom kaplama, piston çubuklarının yüzeyine elektroden bir şekilde ince bir krom tabakası olduğu önemli bir işlemdir. Bu tabaka, özellikle silindirin nem veya aşındırıcı maddelere maruz kalabileceği ortamlarda önemli olan korozyona karşı koruyucu bir bariyer görevi görür. Ek olarak, krom tabakası çubuğun estetik cazibesini arttırır ve ona parlak, cilalı bir görünüm verir.
3.
Krom kaplamadan sonra, piston çubukları bir dönüş işlemine uğrar. Dönüş, çubukların tasarımda belirtildiği gibi kesin boyutlara ve toleranslara göre şekillendirilmesini içerir. Bu işlem tipik olarak bir torna kullanılarak gerçekleştirilir, burada çubuk fazla malzemeyi gidermek ve istenen çap ve yüzey kaplamasını elde etmek için kesme aletlerine karşı döndürülür. Dönüş yoluyla elde edilen pürüzsüzlük, piston çubuğunun silindir namlu içindeki çalışması için kritiktir, çünkü sürtünmeyi azaltır, daha yumuşak bir harekete izin verir ve hem çubukta hem de silindirin iç contalarında aşınmayı en aza indirir.
4. işsiz çalılar kaynağı
Dişli çalıların ve diğer armatürlerin kaynağı, hidrolik silindir üretim sürecinde önemli bir adımdır, çünkü silindirin montajı ve genel bütünlüğü için gerekli olan güçlü, hassas eklemler oluşturmayı içermektedir.
Texing Techices ve ekipman: TIG (Tungsten inert gaz) kaynağı veya MIG (metal inert gaz) kaynağı gibi gelişmiş kaynak teknikleri, silindir bileşenlerine dişli çalıları takmak için yaygın olarak kullanılır. Bu teknikler hassasiyetleri ve güçleri için seçilir. Kaynak yönteminin seçimi genellikle bileşenlerin malzemesine ve hidrolik silindirin spesifik gereksinimlerine bağlıdır.
Güçlü eklemlerin alınması: Kaynaklı eklemler, çatlaklar veya gözeneklilik gibi kusurlardan arınmış olduklarından emin olmak için titizlikle incelenir. Güçlü bir kaynak, hidrolik silindirin dayanıklılığı ve güvenliği için kritiktir. Kaynak işlemi tipik olarak sıcaklığın kontrol edilmesini ve sağlam bir bağ sağlamak için temel malzemelerle uyumlu dolgu malzemelerinin kullanılmasını içerir.
Post-Welding Tedavileri: Kaynaktan sonra, bileşenler stres hafifletme veya ısıl işlem gibi kanat sonrası tedavilere tabi tutulabilir. Bu işlemler artık gerilmeleri azaltmaya ve kaynak alanının gücünü ve tokluğunu iyileştirmeye yardımcı olur.
5. Tube Turning
Tüp dönüş işlemi, hidrolik silindirin namlusunu oluşturan tüplerin şekillendirilmesinde kritik bir adımdır. Bu aşama, tüplerin çap ve yüzey kaplaması için kesin spesifikasyonları karşılamasını sağlayarak hassasiyet ve detaylara dikkat üzerine odaklanır.
Doğru çapın elde edilmesi: Tüp dönüşü, tüplerin dışından malzemeyi çıkarmak için tornaların veya dönüm merkezlerinin kullanılmasını ve bunları belirtilen çapa getirmeyi içerir. Doğru çap, pistonun ve diğer iç bileşenlerin uygun şekilde oturtılması için gereklidir, düzgün çalışmayı sağlar ve sızıntıları önler.
Yüzeyin Yüzeyin Pürüzsüzlüğünü Yeterlilik: Dönüş işlemi aynı zamanda yüksek düzeyde yüzey düzgünlüğü elde etmeyi amaçlamaktadır. Pürüzsüz bir iç yüzey, hareketli parçalar arasındaki sürtünmeyi azaltır, silindirin verimliliğini ve ömrünü artırır. Pürüzsüzlük, hidrolik sistemin verimli sızdırmazlığı için de çok önemlidir, çünkü tüp yüzeyindeki kusurlar sızıntılara ve performansın azalmasına yol açabilir.
Tekdüzelik ve tutarlılık: Hidrolik silindirin tek tip performansı için tüpün çapı ve yüzey kaplamasında tutarlılık gereklidir. Genellikle bilgisayar kontrollü gelişmiş dönüm ekipmanı, bu kıvamı sağlar, boyut ve kalitede düzgün tüpler üretir.
6.Bottoms and Accessories Welding on Tubes
Diplerin ve gerekli aksesuarların tüplere kaynak yapmak, hidrolik silindirlerin üretiminde önemli bir adımdır. Bu işlem, silindirin gövdesini oluşturan ve yüksek basınç altında çalışabilmesini sağlayan tüpe uç kapakları ve diğer bileşenlerin takılmasını içerir.
Tube Tüplere dipleri kullanma: Uç kapaklar veya dipler, tüpün bir veya her ikisine kaynaklanır. Bu görev hassasiyet gerektirir, çünkü kaynaklar hidrolik sıvının iç basıncına dayanmak için güçlü ve sızıntıya dayanıklı olmalıdır. Kaynakların kalitesi, silindirin bütünlüğünü ve güvenliğini korumak için gereklidir. Dipler uygun şekilde kaynaklanmazsa, basınç altında başarısız olabilirler ve hem ekipman hem de operatörler için önemli riskler oluşturabilirler.
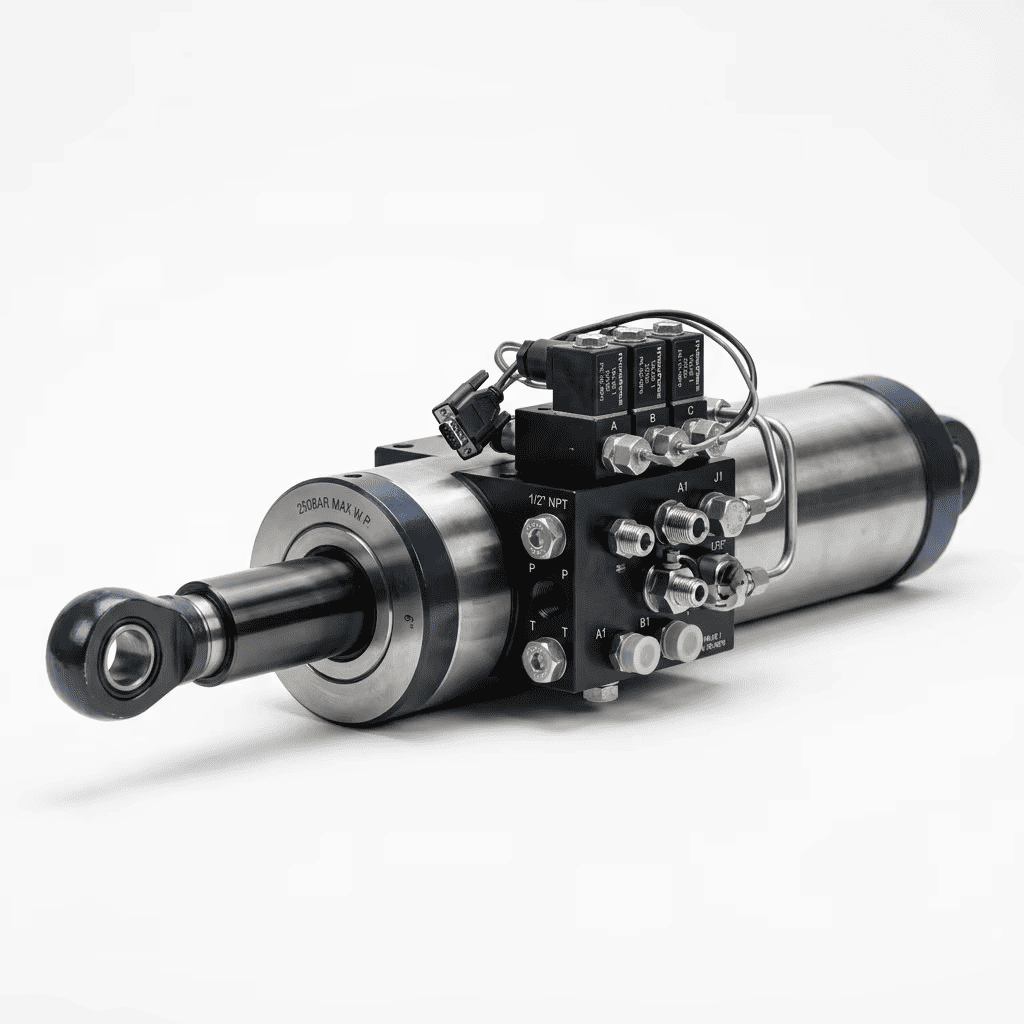
Gerekli aksesuarlara uymak: Diplere ek olarak, montaj braketleri, hidrolik sıvı girişi ve çıkış portları ve sensörler gibi diğer aksesuarlar da tüpe kaynak yapılır. Bu bileşenler, son montajda uygun hizalama ve işlevselliği sağlamak için büyük bir doğrulukla konumlandırılmalı ve eklenmelidir.
Sızdırmaz Bir Silindir Gövdesi Eşleme: Silindir gövdesinin tamamen kapatıldığını garanti etmek için kaynak işlemi titizlikle gerçekleştirilir. Bu sızdırmazlık, silindirin etkili çalışması için kritiktir, çünkü herhangi bir hidrolik sıvının sızıntısı güç ve verimlilik kaybına neden olabilir. TIG (Tungsten inert gaz) kaynağı gibi teknikler yaygın olarak kullanılır, çünkü yüksek basınçlı uygulamalar için uygun güçlü, hassas kaynaklar sağlarlar.
7.

Hidrolik silindir üretimindeki parlatma aşaması, hem estetik çekiciliği hem de bileşenlerin fonksiyonel kalitesini artırmayı amaçlayan, kaynağı takip eden önemli bir süreçtir.
Pürüzsüz bir kaplama yapılması: Pilizasyon öncelikle hidrolik silindir bileşenlerinin dış yüzeylerini, özellikle kaynaklanmış olanların dış yüzeylerini düzeltmek için gerçekleştirilir. Bu işlem, herhangi bir kaynak sıçramasını, oksidasyon katmanlarını ve yüzey kusurlarını gidermek için aşındırıcıların kullanılmasını içerir. Amaç, sadece profesyonel görünmekle kalmayıp aynı zamanda korozyon ve malzeme yorgunluğu riskini en aza indiren tek tip, pürüzsüz bir yüzey elde etmektir.
Daha fazla tedavi için hazırlık: Bazı durumlarda, parlatma boyama, kaplama veya kaplama gibi daha fazla yüzey tedavisi için bir hazırlık adımı görevi görür. Pürüzsüz, temiz bir yüzey, bu tedavilerin daha iyi yapışmasını ve etkinliğini sağlar.
8.
Hidrolik silindir üretimindeki kurulum veya montaj fazı, çeşitli işlenmiş ve işlenmiş bileşenlerin tam bir ünite oluşturmak için bir araya getirildiği yerdir.
Core Core Bileşenleri: Montaj işlemi, hidrolik silindirin ana bileşenlerini bir araya getirmeyi içerir: piston, piston çubuğu, contalar ve silindir gövdesi (tüp). Her bileşen dikkatlice doğru sıraya ve yönüne monte edilmelidir. Tipik olarak, piston piston çubuğuna tutturulur ve bu düzenek daha sonra silindir gövdesine sokulur.
Conts Mühürleri ve Contaları Kurma: Silindirin hidrolik bütünlüğünü korumak için contalar ve contalar çok önemlidir. Hidrolik sıvının sızmasını önler ve silindirin gerekli basıncı üretebilmesini ve dayanabilmesini sağlarlar. Bu mühürlerin kurulumu, herhangi bir hasardan kaçınmak ve uygun şekilde oturduklarından emin olmak için hassasiyet gerektirir.
Dış bileşenlerin varlığı: Dahili montaj tamamlandıktan sonra, uç kapaklar, montaj braketleri ve hidrolik bağlantılar için bağlantı noktaları gibi harici bileşenler eklenir. Bu bileşenler genellikle silindir gövdesine cıvatalanır veya kaynaklanır ve güvenli ekleri silindirin genel işlevselliği ve güvenliği için hayati önem taşır.
9.
Hidrolik silindir üretimindeki boyama aşaması, bitmiş ürüne hem estetik değer hem de koruyucu işlevsellik ekleyen son adımdır.
Estetik İtirafı Artırma: Resim, hidrolik silindire müşteri memnuniyeti ve marka algısı için çok önemli olabilecek cilalı, profesyonel bir görünüm sağlar. İyi bitirilmiş bir ürün genellikle yüksek kaliteye işaret eder ve resim şirket renkleri veya tasarım şemaları ile özelleştirmeye izin verir, böylece ürünün pazar cazibesini artırır.
Employe Çevre unsurlarına karşı koruyucu tabaka: Boya, nem, toz, kimyasallar ve UV radyasyonu gibi çevresel faktörlere karşı bir engel görevi görür. Bu koruma özellikle dış mekanlarda veya sert endüstriyel ortamlarda kullanılan silindirler için önemlidir. Korozyon ve aşınmaya karşı koruyarak, boya hidrolik silindirin ömrünü uzatır, işlevsel kalmasını sağlar ve zaman içinde bütünlüğünü korur.
Uygulama işlemi: Boyadan önce, silindirin yüzeyi tipik olarak yağları, tozları veya diğer kirleticileri çıkarmak için önceden işlenir. Bu hazırlık, bozulma, kumlama veya bir astar uygulama içerebilir. Boya ve uygulama yönteminin seçimi (püskürtme, daldırma vb.) Silindirin malzemesine, amaçlanan kullanımına ve çalışacağı çevreye bağlıdır.
Kurucu ve kürleme: Boya uygulandıktan sonra, silindir bir kurutma ve kürleme işleminden geçer. Boya türüne bağlı olarak, bu, kürlenmeyi hızlandırmak için bir fırın veya ısı lambası kullanmayı veya iyi havalandırılan bir alanda doğal olarak kurumasını içerebilir.
Bu kapsamlı kılavuzda, üretim sürecindeki her kritik aşamayı ortaya çıkararak hidrolik silindir üretiminin karmaşık dünyasını araştırdık. Hidrolik silindirler çok çeşitli endüstrilerde hayati bir rol oynar ve üretim süreçlerini anlamak her müşteri için gereklidir.